Change in positioning axis or direction
Change in positioning axis or direction
Change in Positioning/ Fastening Direction
|
Change in positioning axis or direction refers to the components, that require a change of the axis or direction (leaving the defined positioning axis) in order to reach its final position.
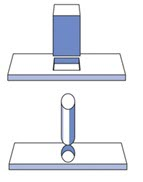
A change in positioning direction becomes necessary, if a component or sub-assembly has to be positioned in more than one direction along a defined positioning axis.
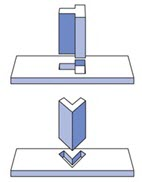
A change in fastening direction exists if a component or sub-assembly has to be fastened in more than one fastening axis/direction at the destination.
|
Explanation
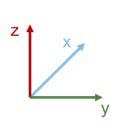
The aim should be to position and fasten all components or assemblies in only one direction. This requires defining a coordinate system in order to illustrate the defined positioning axis and positioning or fastening directions.
|
|
Defining a coordinate system
|
Change in positioning direction
|
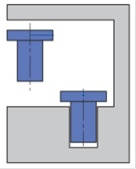
Example:
Changing of positioning and fastening direction

|

|
Defining a coordinate system
|
The z-axis is the main assembly direction from top to bottom
|
Change in positioning direction (= change of coordinate axis) and in fastening direction (change in direction on the same coordinate axis)
|
Change in axis
|
Change in direction
|
z-axis
|
|
|
4 bolts (assembly position)
|
0
|
0
|
from z-axis to y-axis
|
|
|
2 bolts (left side)
|
1
|
0
|
change in direction on y-axis
|
|
|
2 bolts (right side)
|
0
|
1
|
from y-axis to x-axis
|
|
|
1 bolt
|
1
|
0
|
|
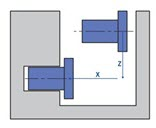
Restricted space
The restricted space requires additional motions and/or results in delays for the positioning.
Example:
|
Aligning basic or positioning part
The part to be positioned or the basic part has to be turned around the positioning axis. As a result, the joining cross-sections will be congruent.
Example:
|
Measure and/or check per criterion
Measure and/or check per criterion
|
Measure and/or check per criterion describes measurements or inspections of quality characteristics resulting from the design.
|
Explanation
The measurement or inspection is done by using cameras, scanners, sensors, actuators, etc.
Examples:
•Tolerances
•correct position
•correct part
Rule A-M1:
|
If before, during or after positioning, design-caused measurements or inspections are required, they have to be evaluated with the relevant frequency.
|
|
Readjustment
Readjustment
|
Readjustment refers to design-caused processes that must be performed prior to completing subsequent activities.
|
Explanation
Readjustment can be necessary as an independent activity for aligning or adjusting processes.
Rule A-J1:
|
If after positioning, design-caused adjustments are required, they have to be evaluated with the relevant frequency.
|
Rule A-J2:
|
Required measurements or inspections are not considered in the value and have to be analyzed separately.
|
|
Flexible part
Flexible part
|
Flexible part describes a component to be positioned, that is not dimensionally stable and requires appropriate support when being positioned.
|
|
Additional securing while positioning
Additional securing while positioning
|
Additional securing while positioning describes a basic part and/or component, that has to be secured additionally during positioning.
|
Explanation
Additional securing while positioning is required, if huge forces occur or if the component hasn’t been finally fixed yet.
|
Without positioning aids
Without positioning aids
|
Without positioning aids refers to an assembly process in which neither the component or sub-assembly, nor the positioning location, is equipped with positioning aids, such as bevels, pivots, stops etc.
|
Explanation
Missing positioning aids inevitably result in assembly interferences.
Examples:

|

|
Without positioning aid
|
with positioning aid
|
|